Bạn đang xem: Gia công bằng tia lửa điện
Công nghệEDM là gì?
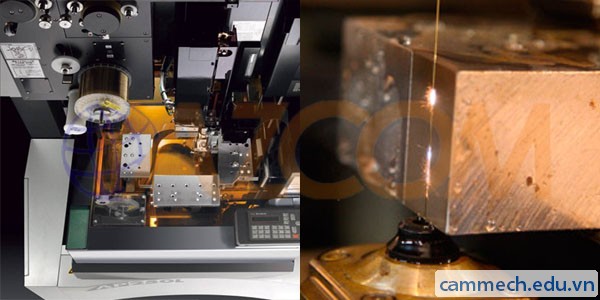
Gia công bình tia lửa điện hay có cách gọi khác là tối ưu EDM (Electrical Discharge Machining) là một trong những những cách thức gia công kỹ thuật phục vụ cho việc gia công các vật liệu có độ cứng cao, được áp dụng rất phổ biến trong những ngành công nghiệp hiện nay nay.

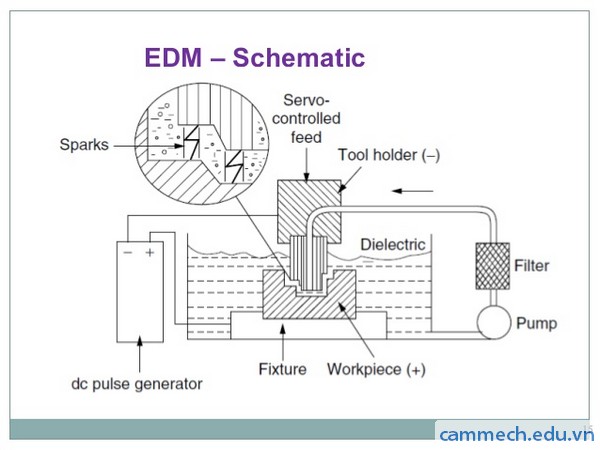
Hệ thống tối ưu EDM bao gồm có hai bộ phận chủ yếu: máy chế độ và nguồn cung ứng điện. Máy luật pháp gắn điện cực định hình (đóng mục đích là dao) với điện rất tiến tới mặt phẳng chi tiết gia công sinh ra một lỗ chép hình dạng của dụng cụ. Nguồn năng lượng hỗ trợ sản có mặt một tần số cao, tạo nên một loạt tia lửa năng lượng điện giữa điện cực và bề mặt chi ngày tiết và bóc tách đi một lớp sắt kẽm kim loại bởi sự bào mòn của ánh nắng mặt trời và sự hóa hơi.
Phân loại tối ưu EDM:
Gia công EDM có thể được phân nhiều loại như sau:
Gia công xung định hình EDM (Die Sinking EDM tốt Ram-EDM)
Gia công vi EDM (Micro EDM)
Gia công EDM bằng dây giảm (Wire-cut EDM hoặc Wire EDM)
Khoan EDM (EDM drilling)
Máy mang mũi tarô bị gãy (Broken Tap Remover)
ƯU ĐIỂM CỦA CÔNG NGHỆ EDM
Gia công được những loại vật tư có độ cứng tùy ý
Điện cực rất có thể sao chép làm ra bất kì, sản xuất và phục hồi các khuôn dập bằng vật liệu thép đã tôi
Chế tạo các lưới sàn, rây bằng phương pháp gia công đồng thời những lỗ bởi những điện cực khôn cùng mảnh.
Gia công các lỗ có 2 lần bán kính rất nhỏ, những lỗ sâu cùng với tỉ số chiều dài trên 2 lần bán kính lớn.
Do không có lực cơ học nên rất có thể gia công phần lớn các loại vật liệu dễ vỡ, mềm… cơ mà không sợ hãi bị đổi mới dạng
Do bao gồm dầu trong vùng tối ưu nên mặt phẳng gia công được tôi trong dầu
NHƯỢC ĐIỂM CỦA CÔNG NGHỆ EDM
Phôi và biện pháp (điện cực) đều đề nghị dẫn điện
Vì vận tốc cắt gọt thấp yêu cầu phôi trước tối ưu EDM thường xuyên phải gia công thô trước.
Do vùng ánh nắng mặt trời tại vùng làm việc cao cần gây biến dị nhiệt.
Xem thêm: Cách Chọn Ngô Làm Bắp Rang Bơ Là Ngô Gì, Loại Bắp Nào Tốt Nhất Để Làm Bắp Rang Bơ

Nguyên lý gia vô tư máy giảm dây tia lửa điện EDM
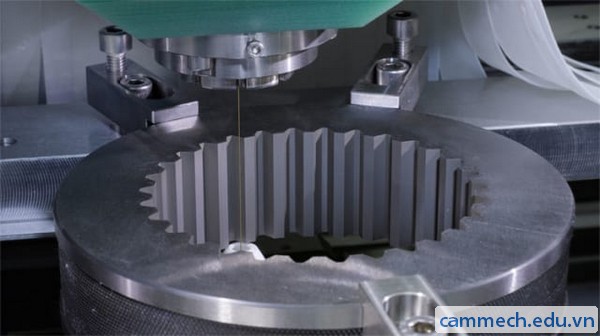
Cắt dây tia lửa điện là một vẻ ngoài đặc biệt của tối ưu tia lửa điện. Điểm khác nhau cơ phiên bản giữa giảm dây tia lửa điện và xung năng lượng điện (gia công bình điện cực thỏi) là nắm vì thực hiện những điện cực thỏi bao gồm hình dạng tinh vi thì trong cắt dây tia lửa điện tất cả điện cực là một trong sợi dây có 2 lần bán kính từ 0,1 – 0,3mm. Dây này được cuốn tiếp tục và chạy theo một biên dạng mang lại trước, cắt được mặt phẳng 2D và 3 chiều phức tạp.
Chuyển hễ của dây cắt được tinh chỉnh và điều khiển theo một mặt đường bao phía bên trong hệ tọa độ XY. Thường xuyên thì bàn thứ được điều khiển CNC để chế tạo ra ra hoạt động theo những phương X với Y. Hoạt động được tinh chỉnh và điều khiển này tạo ra thành một đường liên tục với độ đúng chuẩn khoảng 0,001mm và hoạt động này cần được thiết kế bằng các ứng dụng CAD/CAM có modul cho máy giảm dây. Cũng đều có thể lập trình bởi tay cho các ứng dụng 1-1 giản. Dây cắt được dẫn hướng trải qua hai cơ cấu dẫn hướng bằng kim cương. Tùy vào đường kính của dây mà đường kính trong của lỗ cơ cấu tổ chức dẫn hướng có mức giá trị phù hợp. Thường xuyên nhà hỗ trợ kèm theo máy chính một trong những bộ tổ chức cơ cấu dẫn hướng thích hợp cho vài loại cỡ đường kính dây cắt.
Giữa gia công bình điện cực thỏi cùng gia công bằng dây cắt gồm một số khác biệt như sau?
Gia công bằng điện rất thỏi người ta thực hiện dầu làm hóa học điện môi thì trong giảm dây tia lửa điện lại dùng nước khử khoáng.
Khi gia công bình điện cực thỏi, sự phóng điện xảy ra giữa phương diện đầu điện cực với chi tiết gia công còn khi gia công bằng dây giảm thì sự phóng điện xẩy ra giữa mặt mặt dây cắt với chi tiết gia công
Vùng phóng điện khi gia vô tư điện rất thỏi bao hàm mặt đầu và góc của năng lượng điện cực. Còn vùng phóng điện khi gia công bình dây cắt chỉ bao hàm mặt 180 của dây cực khi nó tiến đến cắt chi tiết gia công.
ỨNG DỤNG CỦA CÔNG NGHỆ EDM
Gia công tia lửa điện EDM là 1 trong những trong những công nghệ gia công cơ khí văn minh và đang càng ngày càng được sửdụng rộng rãi trong các ngành công nghiệp sản xuất xe hơi xe máy, năng lượng điện tử, sản phẩm công nghệ bay, y tế … những máy gia côngtia lửa năng lượng điện thường được sử để làm khuôn mẫu và sản phẩm cơ khí đòi hỏi chính xác cao, có biên dạngkhó và bao gồm độ cứng cao mà tối ưu trên các máy công cụ thông thường không hiệu quả hoặc ko đáp ứngđược.
Máycắt dây rất có thể gia công nhiều dạng bề mặt khác nhau với độ chính xác cao như:
Gia công năng lượng điện cực mang lại máy cắt dây điện cực thỏi
Cắt các đường biên dạng phức tạp: biên dạng thân khai của bánh răng, biên dạng cam, cắt đường tất cả biên dạng spline…
Cắt các mặt 3 chiều đặc biệt như bề mặt bánh răng nghiêng, bề mặt cánh tuabin, các khối nón, khối xoắn ốc, khối parabol, khối elip…
Ngoài những ứng dụng của gia công máy giảm dây nói chung, máy giảm dây còn tồn tại ứng dụng đáng chăm chú là nócó thể gia công các vật liệu siêu cứng như kim cương cứng đa tinh thể, nitrit bo lập phương và một trong những loại vật dụng liệucomposite. Mặc dù các vật tư composite nền sợi cácbon được ứng dụng rộng rãi trong nhiều nghành nghề dịch vụ nhưhàng không, phân tử nhân, ôtô với công nghiệp hóa chất nhưng chúng tương đối khó gia công bình các cách thức giacông truyền thống cuội nguồn do trong vượt trình tối ưu chúng thường bị tróc, bóc lớp, tía via và tuổi thọ điều khoản thấp.Các hiện đại về máy cắt dây thời buổi này đã chất nhận được gia công những vật liệu này mà không biến thành xoắn hay ba via.Ngay cả vật tư sứ biện pháp điện cũng hoàn toàn có thể được gia công bằng phương pháp này.












+là+một+trong+những+phương+pháp+gia+công+kỹ+thuật+phục+vụ+cho+việc+gia+công+các+vật+liệu+có+độ+cứng+cao,+được+sử+dụng+rất+phổ+biến+trong+các+ngành+công+nghiệp+hiện+nay){kind=link}